- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

додому
>
Продукти > Технологія обробки > Послуги з лиття пластику під тиском > Пластикові деталі для лиття під тиском
Продукти










Пластикові деталі для лиття під тиском
Пластикові деталі для лиття під тиском Youlin® сьогодні широко використовуються як для споживчих товарів, так і для інженерних застосувань. Майже всі пластикові предмети навколо вас були виготовлені за допомогою лиття під тиском. Це пояснюється тим, що технологія може виробляти ідентичні деталі у дуже великих обсягах за дуже низькою ціною на деталь.
Надіслати запит
Опис продукту
1. Що таке лиття під тиском пластикових деталей?
Лиття під тиском є найбільш часто використовуваним методом для виробництва великих обсягів пластикових деталей.
Швидка доставка пластикових деталей для лиття під тиском Youlin®
Швидко потрібні невеликі запчастини? Залежно від вимог вашого проекту, наше швидке лиття під тиском може доставити деталі всього за десять днів.
Досвідчене управління проектами лиття під тиском
Співпрацюйте безпосередньо з досвідченою командою, яка націлена на доставку ваших деталей у ваш графік. Надавши графік виготовлення прес-форми та регулярні оновлення проекту, ви можете покластися на своєчасне виробництво за глобально конкурентоспроможними цінами.
Можливості виробництва лиття під тиском
Отримайте доступ до передових виробничих потужностей, включаючи високошвидкісні верстати з ЧПК, машини EDM і преси. Ці точні інструментальні операції доповнюють наші найсучасніші можливості лиття під тиском.
Рішення для лиття під тиском у розробці продуктів
Для верифікації нового дизайну, використовуючи наші послуги від створення прототипів до виробництва на наших найсучасніших підприємствах, ми прагнемо надати комплексні рішення для розробки життєвого циклу продукту. Лиття під тиском є ідеальною альтернативою 3D-друку для деталей за кращою ціною за штуку та з матеріалів, недоступних для 3D-друку.
2. Як виготовляти пластикові деталі для лиття під тиском
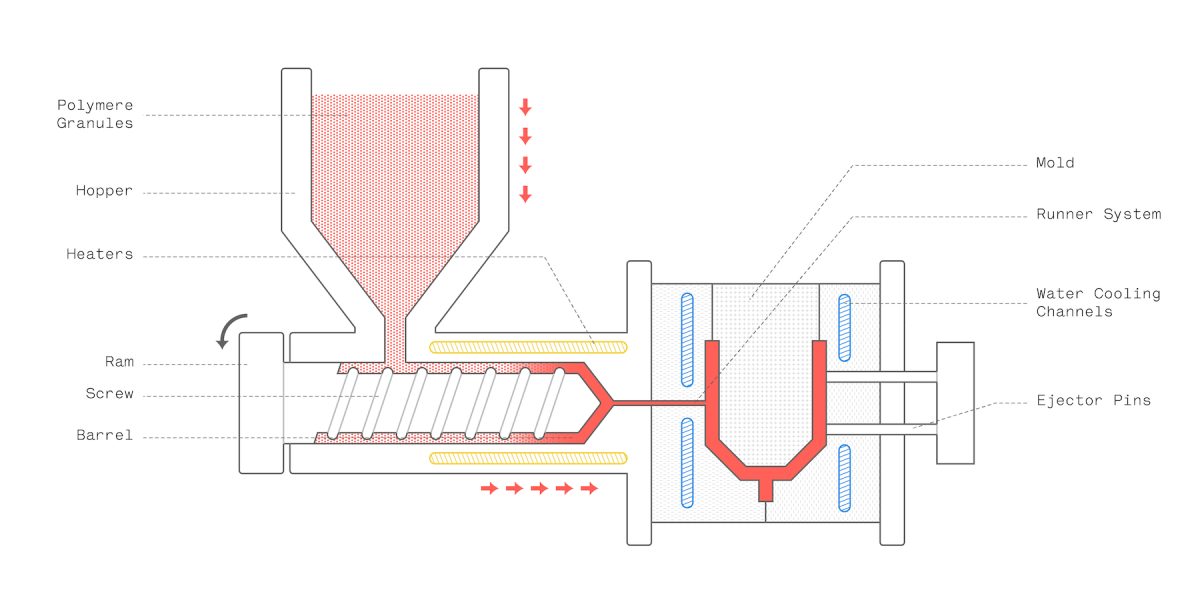
Ось процес виготовлення пластикових деталей під тиском Youlin®:
1. Полімерні гранули спочатку висушуються і поміщаються в бункер, де вони змішуються з фарбувальним пігментом або іншими зміцнюючими добавками.
2. Гранули подаються в бочку, де вони одночасно нагріваються, змішуються та переміщуються до прес-форми шнеком із змінним кроком. Геометрія шнека та ствола оптимізовано, щоб допомогти створити тиск до потрібного рівня та розплавити матеріал.
3. Далі шторм рухається вперед, і розплавлений пластик впорскується у форму через систему бігунів, де він заповнює всю порожнину. Коли матеріал охолоджується, він знову застигає і приймає форму форми.
4. Нарешті, форма відкривається, і тепер тверда частина виштовхується виштовхуючими штифтами. Потім форма закривається, і процес повторюється.
5.
Весь процес можна повторити дуже швидко: цикл займає приблизно від 30 до 90 секунд залежно від розміру деталі.
Після того, як деталь буде викинута, вона видається на конвеєрну стрічку або в контейнер для зберігання. Зазвичай деталі, виготовлені під тиском, готові до використання одразу й майже не потребують додаткової обробки.
3. Переваги пластикових деталей для лиття під тиском Youlin
✔ Інструменти виробничого рівня: інструменти виробничого класу зі сталі зі зразками T1, доставленими протягом тижня. Після створення форми ми надішлемо десять зразків деталей (T1) для затвердження.
✔ Широкий вибір матеріалів: вибирайте з десятків матеріалів, включаючи ABS, Ultem, PC/ABS, PEEK, HDPE, PET, TPE, PET, нейлон, поліетилен тощо
✔ Точність: найкраща в галузі поставка проектів з жорсткими допусками
✔ Можливість масштабування: прототипи прес-форм або виробництво мільйонів деталей
✔ Широкий асортимент машин: одно-, багатопорожнинні та сімейні форми; від 50 до 1100+ тоннажів преса; доступні побічні дії, включаючи завантажені вручну ядра
4. Загальні списки матеріалів для лиття під тиском пластикових деталей
|
матеріал |
опис |
Переваги |
Додатки |
|
ABS |
Звичайний термопласт з хорошою ударостійкістю та міцністю. |
● Хороша стійкість до ударів, міцність і жорсткість |
● Корпуси комп'ютерів |
|
Поліпропілен |
Термопластичний полімер, який використовується для широкого спектру застосувань. |
● Відмінна вологостійкість |
● Упаковка |
|
Поліоксиметилен (POM) |
Стабільний за розмірами термопласт з високою жорсткістю та низьким коефіцієнтом тертя. |
● Висока міцність на розрив з жорсткістю та міцністю |
● Механічний автомобільний |
|
Полікарбонат |
Термопластичний матеріал з хорошою термостійкістю та ударною міцністю. |
● Висока ударостійкість |
● Автомобільні фари |
|
Полікарбонат / ABS |
Поєднання PC і ABS, що створює міцні деталі для різноманітних застосувань. |
● Хороша ударна стійкість із міцністю ● та жорсткістю |
● Зовнішні та внутрішні компоненти автомобіля |
|
ПВХ |
ПВХ є полімером з хорошими ізоляційними властивостями, високою твердістю та хорошими механічними властивостями. |
● Широкий діапазон гнучкості |
● Товари медичного призначення |
|
Нейлон |
Міцний полімерний матеріал з високим подовженням і хорошою стійкістю до стирання. |
● Температурна здатність 600°-700° протягом короткого терміну |
● Автомобільні компоненти |
|
Нейлон 32% скловолокно |
Полімер з відмінною механічною жорсткістю і стійкістю до підвищених температур. |
- |
- |
|
Акрил (PMMA) |
Стійкий до зламів матеріал часто використовується для прозорих застосувань. |
● Чудова оптична чіткість |
● Автомобільні прозорі предмети, такі як головні/хвостові лінзи та накладки |
|
полістирол |
Легкий матеріал, популярний завдяки своїй високій ударній міцності та міцності. |
● Оптична прозорість |
● Товари для дому |
|
Поліефірімід (PEI) |
Термопласт з високою термостійкістю та чудовими механічними властивостями. |
● Висока термостійкість |
● Інтер'єри комерційних літаків |
5. FAQ
Q: Які 3 основні частини машини для лиття під тиском?
Відповідь: Машина для лиття під тиском складається з 3 основних частин: ін’єкційного блоку, прес-форми – серця всього процесу – та блоку затиску/виштовхування. У цьому розділі ми розглядаємо призначення кожної з цих систем і те, як їх основні механізми роботи впливають на кінцевий результат процесу лиття під тиском.
З: Як ви визначаєте поширені дефекти пластикових деталей лиття під тиском?
A: Короткі удари: Короткі удари – це частини, де пластик не повністю заповнив порожнину.
Сліди раковини: сліди раковини – це западини на поверхні деталі. Зазвичай вони виникають у товстіших частинах деталі.
Флеш: флеш – це тонкий шар пластику, який виходить за межі лінії роз’єднання форми.
Питання: що таке ядро та порожнина при лиття під тиском?
A: Ядро - це чоловіча частина, яка формує внутрішню форму формування. Порожнина - це жіноча частина, яка формує зовнішню форму молдинга.
Гарячі теги: Пластикові деталі для лиття під тиском, Китай, індивідуальні, OEM, виробники, постачальники, фабрика, зроблено в Китаї
Пов'язана категорія
Послуги обробки з ЧПУ
Послуги лиття
Послуги кування
Послуги штампування
Сервіси глибокого малювання
Послуги з лиття пластику під тиском
Послуги лазерного різання
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.